탭(Tap)은 암나사를 만드는 공구이다. 금속의 내부 나사산을 탭하는데 사용할 수 있는 다양한 유형의 나사 탭이 있다. 탭은 KS B 0069 나사공구용어에서 주로 회전과 나사의 리드와 일치하는 이송에 의하여 가공된 구멍에 암나사를 형성하는 수나사 모양의 공구이다. 다시 말해 탭이란 암나사를 가공하는 공구로서 사용하여 암나사를 가공하는 것을 의미한다.
* 목차
1. 개요
2. 탭의 종류
3. 기초 홀 가공 시 고려사항
4. 탭의 선정기준
5. 탭가공을 위한 드릴 규격
1. 개요
탭은 손 작업 또는 기계에 장치하여 암나사를 만드는 공구이다. 재료에 나사를 체결할 수 있도록 나사산을 만들어 주는 절삭공구이다.
탭은 수나사의 산 부분이 절삭날과 같은 모양을 하고 있으며, 자루가 붙어있고 칩을 배출하기 위한 홈이 나 있다. 처음에 드릴로 구멍을 뚫어 놓고 그 구멍에 탭을 꽂아 넣고 돌리면 끝의 절삭날이 있는 부분으로 절삭하고 그것에 안내되어서 다음 절삭날이 필요한 크기의 암나사를 절삭한다. 손으로 돌리는 것을 핸드탭이라고 하며 선반에 장치해서 기계로 돌리는 것도 있다. 이 밖에 파이프탭, 마스터탭 등도 있다.
2.종류
- 포인트 탭 : 핸드 탭이나 관통 구멍용 탭의 칩 배출을 위한 끝단 형상의 특이함으로 인해 붙여진 이름이다.
- 스파이어럴 탭 : 핸드 탭이나, 관통 구멍용 탭의 칩 배출을 위한 끝단 형상의 특이함으로 인해 붙여진 이름이다.
- 무홈 탭(무절삭 탭) : 절삭가공이 아닌 마치 전조 가공을 하듯이 탭이 가공물 소재를 변형시켜 나사산을 성형시키는
탭으로써, 날 부위에 칩 배출을 위한 홈이 없어 붙여진 이름이다. 칩이 없으므로 특히 막힌 구멍용에 적합 하다. 나사면이 매끄럽고 안정되며, 탭의 수명이 절삭탭의 10 ~ 30배 정도로 긴 것이 장점이다.
단, 소재가 소성변형에 적합토록 경도가 낮고, 연성이 좋은 재질에만 적용할 수 있다는 단점이 있다.
- 드릴 탭 : 탭과 드릴을 붙여 놓은 형태로서 드릴 작업 후 바로 탭핑까지 한번에 작업을 할 수 있는 특수 탭이다
- 핸드 탭 : 수작업을 위한 탭으로서, 황삭, 중삭, 정삭의 3개가 1개의 세트로 구성되어 있는 경우가 많다.
- 머시닝용 탭 : 전용기 등에 사용하기 위한 탭으로써, 생산 라인의 공구 교체를 위한 시간을 최소화하기 위해 내구성이나 강성이 뛰어난 재질로 되어 있다.
3. 기초 홀 가공 시 고려사항
기초 홀이 변하면 탭이 절삭해야 할 단면적도 변하므로 절삭 토크도 변한다. 기초 홀의 직경을 크게 가공하면 탭 작업도 쉽고 탭의 수명도 늘어나지만 나사의 걸림율이 작아진다. 또 기초 홀을 너무 적게 하면 절삭 토크가 증가하여 장비에 무리를 주고 탭의 수명이 짧아지거나 파손된다. 따라서 기초 홀은 모재의 강도, 사용 하중, 나사의 체결깊이 등을 고려하여 목표로 하는 걸림율에 따라서 적절한 기초 홀 치수를 결정한다. 걸림율은 설계상 허용하는 한 적게 할수록 유리하다. 일반적으로 연질재나 나사깊이가 깊지 않은 경우(체결길이가 짧은)는 나사의 체결 토오크가 약하여 걸림율이 커야 하므로 밑구멍도 적게 한다. 반면 나사 깊이가 깊거나 고경도재 또는 난삭재(고장력강, 스텐레스강 등)인 경우는 밑구멍을 크게 하는 것이 유리하다.
기초 홀 지름(암나사 내경) = 호칭경 - 2 x (0.5241266 x 피치) x 걸림율/100
4. 탭의 선정기준
4.1피삭재에 따른 탭의 선정기준
피삭재의 절삭성에 따라서 탭도 그에 맞게 사용해야만 경제적이고 양호한 가공면을 얻을 수 있다. 보통은 각 탭 제조사별로 피삭재에 따라 추천하는 종류를 선택하여 사용하면 무난하리라 보고, 구체적인 사항은 업체 카타로그를 참조하여야 한다.
4.2 기초 홀 형상에 따른 탭의 선정
- 박판(L/D = 0.8 이하) 관통구멍 : 핸드탭 1번 또는 2번을 사용한다. 피삭성이 좋은 경우는 드릴 탭을 사용하기도 한다.
- 일반 관통구멍(L/D=0.8~1.5) : 핸드탭 2번이나 포인트 탭이 적당하다. 구멍이 막힘이 없음으로 칩(Chip)이 앞으로
배출되어 암나사 정밀도도 좋다
- 긴 관통구멍(L/D=1.5이상) : 나사 길이가 길어지면 탭에 걸리는 절삭저항도 커진다. 따라서 표준 탭보다 나사부 길이가 짧은 탭을 사용하면 절삭저항이 적어진다. 제조사별로 깊은 구멍용으로 표준 탭 보다 나사 길이가 짧은 모델이 있다.
- 막힌구멍 : 막힌 구멍을 낼 경우는 가능하면 밑구멍을 깊게 하는게 좋다. 밑구멍이 깊으면 칩이 막히거나 탭이 구멍의 밑바닥에 닿아 파손되는 것을 막을 수 있다. 또한 탭의 식입부 길이에 대하여 어느 정도 자유로울 수 있다. 재질에 따라서는 절삭성이 좋고 칩이 부서지는 경우는 핸드탭 2번이나 일반 포인트 탭을 사용한다. 강(steel)과 같이 칩이 연속적으로 나오는 경우는 스파이럴 탭을 사용하고, 연강이나 스텐레스강 등과 같이 칩이 연속적으로 길게 나오는 피삭재의 경우에는 비틀림이 큰 스파이럴 탭을 사용하면 더욱 효과적이다. 직경이 큰 경우에는 스파이럴 탭도 좋지만 직선형 홈을 가진 탭을 사용하면 탭 강도도 좋고 재 연삭도 쉬우므로 경제적이라 할 수 있다
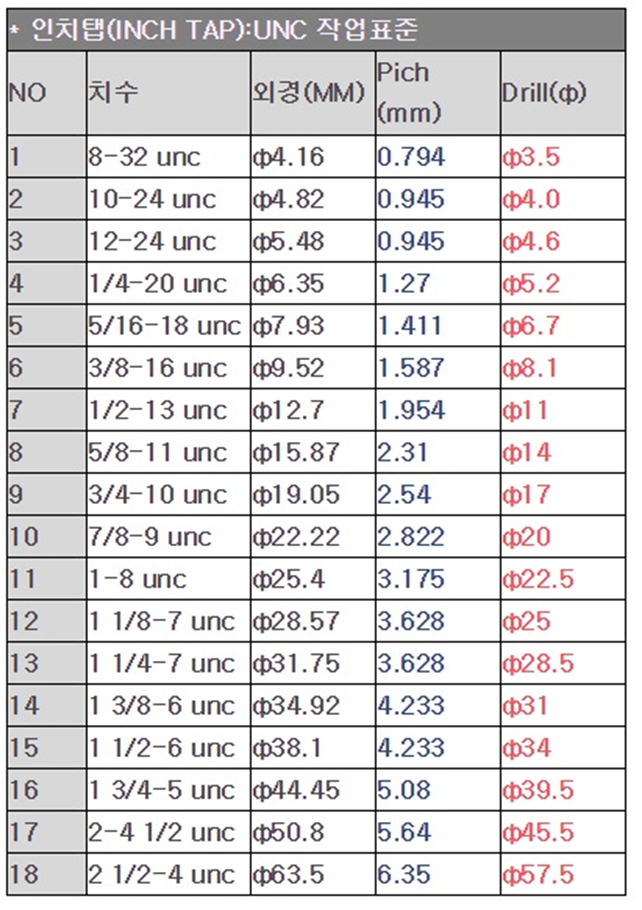
5. 탭가공을 위한 드릴 규격
* MM 드릴 규격

* 인치탭 드릴 규격
* PT 탭 드릴 규격

'기계설계 > Machine' 카테고리의 다른 글
| 스플라인(spline)이란? (0) | 2024.03.17 |
|---|---|
| 커플링의 기초 지식 (0) | 2024.03.02 |
| Motor 모터란? (0) | 2024.02.27 |
| 기계설계산업기사(Industrial Engineer Machinery Design) (0) | 2024.02.20 |
| 리데나 (Oil Seal 오일씰) (0) | 2024.02.07 |



